Trocar o bico da impressora 3D é uma das manutenções mais simples — e mais mal feitas — do mundo da impressão 3D. Um aperto errado, uma temperatura inadequada ou um bico trocado a frio são suficientes para causar vazamento no hotend, entupimento e até danos permanentes ao bloco de aquecimento.
Neste guia você vai aprender a trocar o bico (nozzle) com segurança, no procedimento correto de troca a quente, sem vazamentos e sem quebrar o heatbreak no processo.
Por Que Trocar o Bico da Impressora 3D
O bico é o componente mais desgastado de qualquer impressora FDM. Com o tempo, o orifício interno se alarga por abrasão, especialmente com filamentos como PETG, ABS e materiais com partículas (fibra de carbono, madeira). O resultado é perda de precisão dimensional e subextrusão progressiva.
Outras situações que exigem a troca:
- Entupimento persistente que não resolve com cold pull ou limpeza manual
- Troca de diâmetro de bico para diferentes aplicações (bico 0.4 vs 0.6, por exemplo)
- Bico danificado por colisão com a cama ou objeto impresso
- Mudança para bico endurecido ao começar a usar filamentos abrasivos
Trocar na hora certa preserva a qualidade de impressão e evita problemas maiores no hotend.
Bico 0.4 vs 0.6: Qual Escolher
Antes de comprar um bico novo, vale entender a diferença prática entre os diâmetros mais comuns.
O bico 0.4mm é o padrão de mercado. Oferece boa resolução para peças detalhadas e funciona bem para uso geral com PLA e PETG. É o ponto de partida ideal para iniciantes e para quem imprime miniaturas ou protótipos visuais.
O bico 0.6mm imprime mais rápido, deposita mais material por passada e é mais tolerante a filamentos difíceis. Ideal para peças funcionais e estruturais onde o detalhe fino não é prioridade. A diferença de velocidade chega a 40% em peças grandes.
Quando vale a pena mudar para 0.6mm
- Impressão de peças grandes em série
- Filamentos flexíveis (TPU) — o diâmetro maior reduz entupimentos
- Impressão com materiais carregados de fibra
- Quando velocidade importa mais que resolução
Para quem está apenas substituindo um bico desgastado do mesmo diâmetro, mantenha o 0.4mm e siga para o procedimento abaixo.
O Que Você Vai Precisar
Antes de começar, separe os materiais:
- Chave de boca ou chave de caixa adequada ao bico (geralmente 7mm ou 8mm)
- Chave para segurar o bloco aquecedor (varia por modelo)
- Luvas térmicas ou pano dobrado
- Filamento para limpeza (opcional, mas recomendado)
- Bico novo compatível com seu hotend
Como Trocar o Bico da Impressora 3D: Passo a Passo
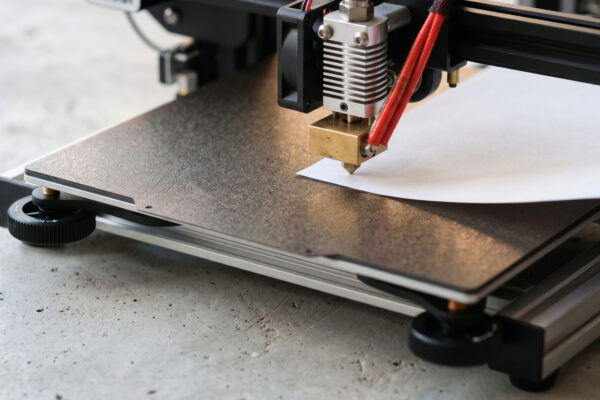
Passo 1 — Aqueça o hotend antes de qualquer coisa
Nunca tente remover o bico a frio. O filamento solidificado dentro do hotend trava o bico e você vai precisar de força excessiva — força suficiente para girar o bloco aquecedor, romper o heatbreak ou até quebrar os fios dos sensores.
Aqueça o hotend até a temperatura de impressão do filamento que está instalado:
- PLA: 200°C a 210°C
- PETG: 235°C a 245°C
- ABS: 240°C a 250°C
Com o hotend quente, o filamento residual amolece e o bico sai com torque mínimo.
Passo 2 — Retraia o filamento
Com o hotend na temperatura, retraia o filamento manualmente pelo menu da impressora até ele sair completamente do caminho. Isso evita que resíduos caiam no bloco aquecedor durante a troca.
Passo 3 — Remova o bico com cuidado
Segure o bloco aquecedor com firmeza usando a chave adequada — ele não pode girar durante o processo. Com a outra mão, use a chave de boca para desrosquear o bico no sentido anti-horário.
Aplique torque suave e constante. Se travar, aumente a temperatura em 5°C e tente novamente. Nunca force.
Com o bico removido, inspecione o interior do bloco: se houver resíduo carbonizado, é hora de fazer a limpeza do hotend antes de instalar o bico novo.
Passo 4 — Limpeza do hotend (quando necessário)
Se o bloco estiver sujo ou com filamento carbonizado, limpe com um cotonete seco enquanto ainda está quente. Para resíduos mais teimosos, um arame fino (como fio de cobre) ajuda a desobstruir o canal interno sem arranhar o metal.
Nunca use água ou solventes no hotend aquecido.
Passo 5 — Instale o bico novo a quente
Rosqueie o bico novo com os dedos primeiro, sem usar ferramenta, até sentir resistência. Em seguida, aperte com a chave — mas não aperte até o fim ainda.
O segredo para evitar vazamento no hotend está aqui: aperte o bico quase todo, deixe 1/4 de volta de folga, esfrie o hotend até temperatura ambiente e então dê o aperto final a frio.
Esse procedimento compensa a dilatação térmica dos metais. Quando o hotend esquentar novamente durante a impressão, o bico vai assentar perfeitamente contra o heatbreak, criando um selo hermético sem vazamento.
Passo 6 — Teste antes de imprimir
Com o bico instalado, aqueça o hotend novamente e carregue o filamento. Observe o bico e o bloco aquecedor por 2 a 3 minutos com o hotend estabilizado na temperatura de impressão.
Se aparecer filamento escorrendo pela rosca ou pelo topo do bloco, o bico não está bem assentado. Esfrie, aperte mais um quarto de volta e repita o teste.
Sem vazamento confirmado, faça uma impressão de purga — uma skirt longa ou um cubo de calibração simples — antes de passar para a peça definitiva.
Erros Mais Comuns na Troca de Bico
Trocar a frio: trava o bico e força o bloco, podendo girar o heatbreak e quebrar a vedação interna.
Apertar demais com o hotend quente: o metal dilatado cria tensão excessiva quando esfria, podendo rachar o bloco ou travar o bico definitivamente.
Não segurar o bloco: sem contrapressão, o torque de remoção gira o bloco inteiro, rompendo os fios do termistor e do cartucho aquecedor.
Ignorar a limpeza: instalar um bico novo em um bloco sujo contamina o novo componente já na primeira impressão.
Box de Takeaway: Parâmetros da Troca
| Etapa | Detalhe |
|---|---|
| Temperatura de remoção | Temperatura de impressão do filamento atual |
| Ferramenta | Chave de boca 7mm ou 8mm |
| Aperto final | A frio, após deixar esfriar completamente |
| Teste pós-troca | 2 a 3 min com hotend estabilizado |
| Limpeza | Cotonete seco com hotend quente |
Manutenção Preventiva do Bico
Um bico bem instalado dura meses sem problemas. Para prolongar a vida útil, evite impressões sem filamento com o hotend quente, limpe o bico externamente após cada troca de material e monitore a qualidade da extrusão regularmente.
Se você imprime com materiais abrasivos com frequência, considere bicos de aço endurecido ou de latão cromado — eles custam mais, mas duram até dez vezes mais que o bico de latão padrão.