- Por Que o Stringing Acontece
- Configurar Retração no Cura: Os Parâmetros Essenciais
- Temperatura: O Ajuste Mais Eficiente Contra o Stringing
- Combing Mode, Z-Hop e Velocidade de Deslocamento
- Protocolo de Diagnóstico: Por Onde Começar
- Filamento Úmido: A Causa Que Ninguém Considera
- Box de Takeaway: Parâmetros Anti-Stringing
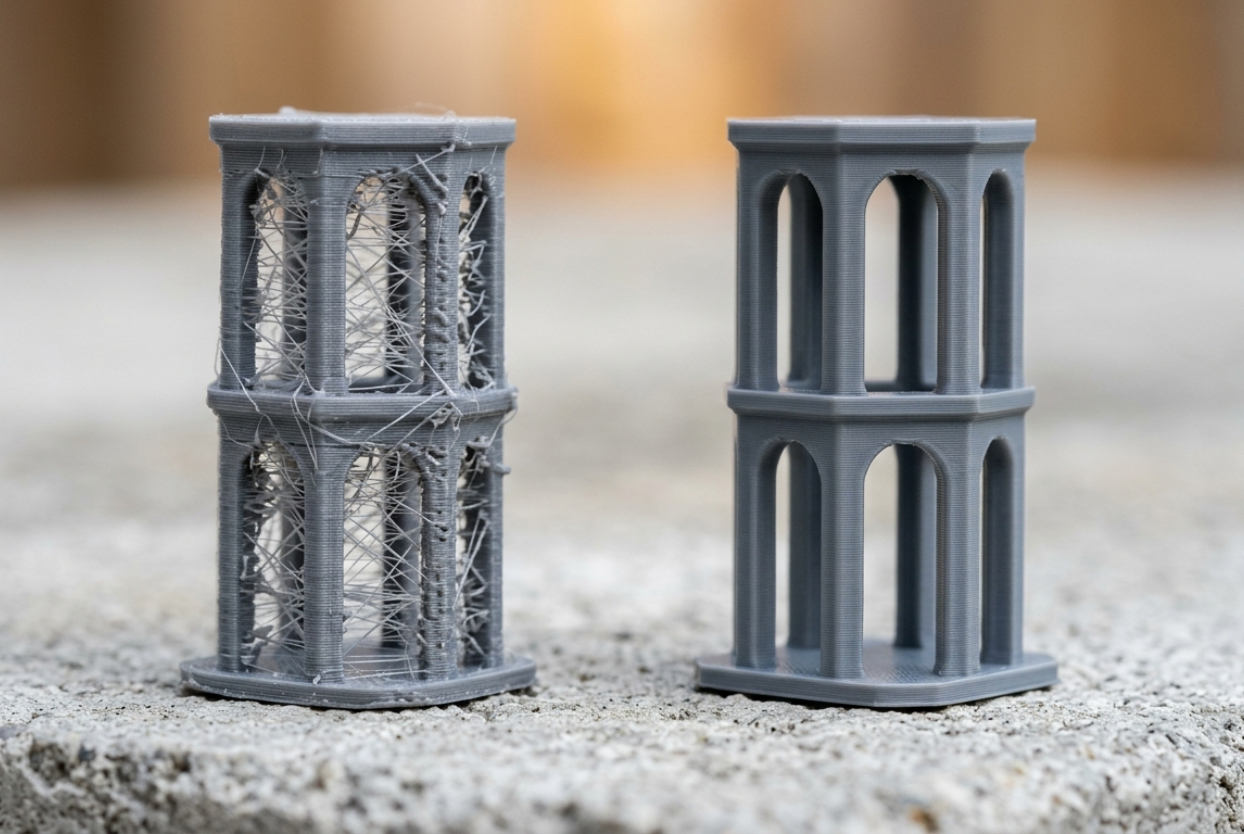
O stringing é um dos problemas mais frustrantes da impressão 3D — aqueles fios finos que aparecem entre partes da peça, como uma teia de aranha plástica que ninguém pediu. Se você já tentou eliminar stringing na impressora 3D e não conseguiu, provavelmente ajustou apenas um parâmetro quando o problema exige uma abordagem combinada.
Neste guia você vai entender por que o stringing acontece, como configurar a retração no Cura corretamente e quais ajustes complementares eliminam o problema de vez — independente do filamento ou do tipo de extrusora que você usa.
Por Que o Stringing Acontece
O stringing ocorre quando o bico se move entre duas partes da peça sem extrudar material, mas ainda assim deixa um fio de plástico para trás. A causa raiz é simples: filamento derretido no hotend que escorre durante o movimento de deslocamento.
Três fatores principais contribuem para isso:
Temperatura alta demais: quanto mais quente o filamento, mais fluido ele fica e mais fácil é escorrer pelo bico durante os movimentos. Uma temperatura 10°C acima do ideal pode dobrar a quantidade de stringing.
Retração insuficiente: a retração é o movimento reverso do filamento no momento em que o bico vai se deslocar — ela “puxa” o plástico para trás para reduzir a pressão interna e evitar o gotejamento. Sem retração adequada, o vazamento é inevitável.
Velocidade de deslocamento baixa: quanto mais tempo o bico leva para cruzar uma área vazia, mais tempo tem para vazar filamento. Aumentar a velocidade de deslocamento reduz a janela de tempo para o stringing ocorrer.
Configurar Retração no Cura: Os Parâmetros Essenciais
A retração no Cura é controlada por dois valores principais: distância de retração e velocidade de retração. Acertar esses dois parâmetros é o ponto de partida para eliminar stringing na impressora 3D.
Distância de retração
A distância ideal depende diretamente do tipo de extrusora:
| Tipo de extrusora | Distância recomendada |
|---|---|
| Extrusora direta (Direct Drive) | 0,5mm a 2mm |
| Bowden (tubo PTFE longo) | 4mm a 7mm |
Extrusoras Bowden precisam de distâncias maiores porque o filamento percorre um caminho mais longo até o hotend — a retração precisa compensar toda essa distância antes de reduzir a pressão no bico.
Começe pelo valor mínimo da faixa e aumente 0,5mm por vez até o stringing desaparecer. Valores excessivos causam underextrusion (subextrusão) no início das linhas após o deslocamento.
Velocidade de retração
A velocidade de retração controla quão rápido o filamento é puxado para trás. Valores muito baixos não reduzem a pressão a tempo; valores muito altos podem causar desgaste do filamento no ponto de mordida da engrenagem.
- Extrusora direta: 25mm/s a 45mm/s
- Bowden: 40mm/s a 60mm/s
Temperatura: O Ajuste Mais Eficiente Contra o Stringing
Reduzir a temperatura de impressão é frequentemente mais eficaz do que qualquer ajuste de retração. Um filamento menos fluido simplesmente vaza menos — a física resolve o problema antes mesmo da retração entrar em ação.
Stringing PLA
O PLA é o filamento menos propenso ao stringing quando bem calibrado. Se você está vendo fios com PLA, a temperatura provavelmente está alta demais. Tente reduzir em 5°C por vez, começando de 210°C e descendo até 195°C, até encontrar o ponto onde o stringing desaparece sem comprometer a adesão entre camadas.
Stringing PETG
O PETG é naturalmente mais pegajoso e propenso ao stringing que o PLA — é uma característica do material, não necessariamente um erro de calibração. Com PETG, a combinação de temperatura controlada (235°C a 240°C) e retração bem ajustada é obrigatória. Não espere resultados tão limpos quanto com PLA; um stringing residual mínimo é comum e aceitável com PETG.
Combing Mode, Z-Hop e Velocidade de Deslocamento
Além da retração e da temperatura, o Cura oferece configurações específicas que reduzem o stringing de forma complementar.
Combing Mode
O Combing Mode instrui o Cura a planejar os movimentos de deslocamento passando preferencialmente por dentro da peça — por cima de áreas já impressas — em vez de cruzar espaços abertos. Como o bico passa sobre material sólido, qualquer vazamento cai dentro da peça e não cria fios visíveis externamente.
Ative o Combing Mode em “Não na pele” (Not in Skin) para a maioria dos casos. Isso preserva a qualidade da superfície externa enquanto aproveita os benefícios do combing nas paredes internas.
Z-Hop
O Z-Hop eleva levemente o eixo Z durante os deslocamentos, fazendo o bico “pular” sobre a peça em vez de raspar na superfície. Útil para peças com detalhes finos ou pontos isolados, mas aumenta o tempo de impressão e pode piorar o stringing em alguns casos — o bico fica mais tempo suspenso sobre áreas abertas.
Use o Z-Hop com moderação: 0,2mm é suficiente para a maioria dos casos. Desative se perceber que o stringing piorou após ativar.
Velocidade de deslocamento
Aumentar a velocidade de deslocamento (Travel Speed) reduz o tempo que o bico passa sobre áreas vazias, diminuindo o vazamento. Valores entre 150mm/s e 200mm/s são seguros para a maioria das impressoras. No Cura, localize em Velocidade > Velocidade de Deslocamento.
Protocolo de Diagnóstico: Por Onde Começar
Se você está tentando eliminar stringing na impressora 3D agora, siga essa ordem de ajustes — do mais impactante para o mais fino:
- Reduza a temperatura em 5°C e teste
- Ajuste a distância de retração dentro da faixa ideal para sua extrusora
- Aumente a velocidade de deslocamento para 150mm/s ou mais
- Ative o Combing Mode em “Não na pele”
- Ajuste a velocidade de retração se ainda houver fios residuais
- Considere Z-Hop apenas se os passos anteriores não resolverem
Mude um parâmetro por vez e imprima um modelo de teste a cada ajuste — o clássico “stringing torture test” disponível no Thingiverse é ideal para esse diagnóstico.
Filamento Úmido: A Causa Que Ninguém Considera
Se você ajustou todos os parâmetros acima e o stringing persiste, o problema pode não ser de configuração — pode ser o filamento absorveu umidade do ambiente. Filamento úmido fica mais fluido na temperatura de impressão e vaza mais facilmente, causando stringing resistente a qualquer ajuste no Cura.
O sinal clássico de filamento úmido é um chiado ou estalido durante a extrusão. A solução é secar o filamento em uma desidratadora ou forno a 45°C a 50°C por 4 a 6 horas antes de imprimir.
Box de Takeaway: Parâmetros Anti-Stringing
| Parâmetro | Direct Drive | Bowden |
|---|---|---|
| Distância de retração | 0,5mm a 2mm | 4mm a 7mm |
| Velocidade de retração | 25 a 45mm/s | 40 a 60mm/s |
| Temperatura PLA | 195°C a 210°C | 195°C a 210°C |
| Temperatura PETG | 235°C a 240°C | 235°C a 240°C |
| Velocidade deslocamento | 150 a 200mm/s | 150 a 200mm/s |
| Combing Mode | Não na pele | Não na pele |
| Z-Hop | 0,2mm (opcional) | 0,2mm (opcional) |