- O que causa o Stringing (Fios de Cabelo) na impressão?
- Configurações de Retração no Cura: O Guia Passo a Passo
- Fatores externos que geram fios (e como resolver)
- Como imprimir uma “Torre de Stringing” para testes
- Ferramentas essenciais para limpeza de peças no pós-processamento
- Conclusão: Dominando a retração definitiva
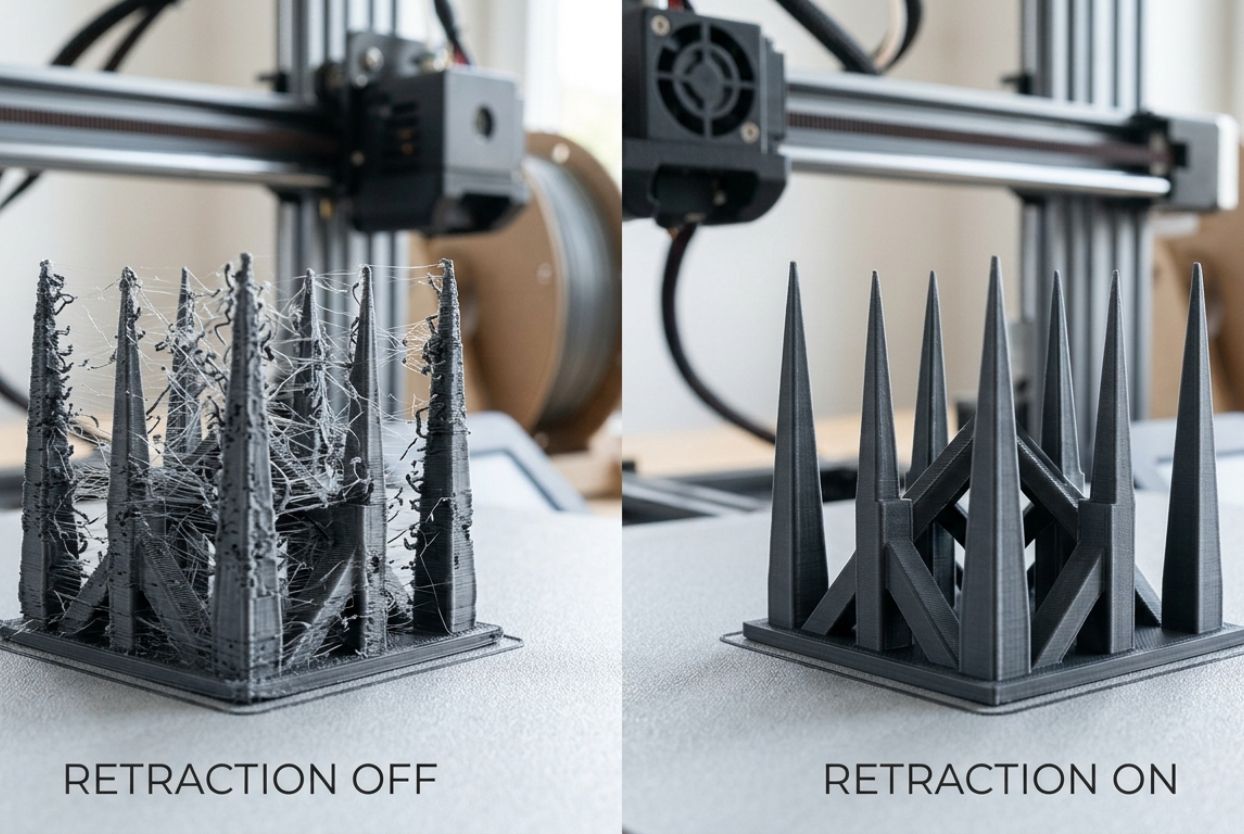
Se você já terminou uma impressão e encontrou algo que parece uma “teia de aranha” cobrindo sua peça, você conheceu o Stringing. Esse fenômeno, também conhecido como “fios de cabelo” ou gotejamento, é um dos problemas mais comuns e frustrantes na impressão 3D FDM.
Embora não costuma arruinar a integridade estrutural da peça, o stringing destrói o acabamento visual e exige horas de pós-processamento manual. A boa notícia? Ele é quase 100% evitável através de um ajuste fino de retração no seu fatiador. Neste guia, vamos explorar como dominar o Ultimaker Cura para obter impressões limpas e profissionais.
O que causa o Stringing (Fios de Cabelo) na impressão?
O stringing ocorre devido à pressão residual dentro do bico (nozzle). Imagine que o cabeçote de impressão está depositando material em um ponto e precisa se mover para outro ponto sem imprimir. Durante esse deslocamento (chamado de travel move), a gravidade e a pressão interna fazem com que uma pequena quantidade de plástico derretido “vaze” pelo bico.
Esse gotejamento se prende à peça e, conforme o cabeçote se move, o plástico é esticado, criando os fios finos. Para evitar isso, usamos a Retração: o motor da extrusora inverte o sentido por um milímetro ou mais, puxando o filamento para trás. Isso alivia a pressão e interrompe o fluxo de material durante o movimento.
Configurações de Retração no Cura: O Guia Passo a Passo
O Ultimaker Cura possui dezenas de configurações, mas três pilares definem se você terá ou não fios na sua peça. Para acessá-los, certifique-se de que a visibilidade das configurações esteja no modo “Advanced” ou “Expert”.
Distância de Retração (Retraction Distance)
Esta é a configuração mais crítica. Ela define quantos milímetros de filamento o motor vai puxar para trás.
- Sistemas Direct Drive: Como o filamento é empurrado diretamente sobre o bico, a distância necessária é curta, geralmente entre 0.5mm e 2.0mm.
- Sistemas Bowden (Tubo PTFE): Devido à folga interna no tubo longo, você precisa puxar mais material para aliviar a pressão no bico. Os valores costumam variar entre 4.0mm e 7.0mm.
Dica Pro: Se você aumentar demais esse valor em sistemas Direct Drive, corre o risco de puxar plástico derretido para a “zona fria” da extrusora, causando entupimentos severos.
Velocidade de Retração (Retraction Speed)
A velocidade define quão rápido o motor puxa o filamento. Se for muito lenta, o plástico goteja antes da retração terminar. Se for muito rápida, o filamento pode “moer” na engrenagem da extrusora ou criar bolhas de ar.
- Valores Recomendados: A maioria das máquinas trabalha bem entre 25mm/s e 45mm/s.
- Atenção: Verifique se o firmware da sua impressora não possui um limite de velocidade (Max Feedrate) que ignora o que você coloca no Cura. Se você colocar 60mm/s no Cura mas a máquina estiver limitada a 30mm/s, o ajuste não terá efeito.
Travel Speed: A importância da velocidade de deslocamento
Muitas pessoas esquecem que o tempo que o bico leva para ir de um ponto a outro influencia o stringing. Quanto mais tempo o bico passa “viajando” sem imprimir, mais tempo o material tem para vazar.
Aumentar a Velocidade de Deslocamento (Travel Speed) reduz drasticamente os fios. Se a sua impressora aguentar, tente valores entre 120mm/s e 150mm/s. Isso faz com que o bico chegue ao próximo ponto antes que o gotejamento comece a se formar.
Fatores externos que geram fios (e como resolver)
Às vezes, mesmo com a retração perfeita no Cura, os fios persistem. Isso acontece porque a impressão 3D é uma ciência física influenciada pelo ambiente.
Umidade no filamento: O vilão silencioso
O filamento é higroscópico, o que significa que ele absorve umidade do ar. Quando esse filamento úmido entra no bico a 200°C, a água ferve e se transforma em vapor. Esse vapor cria mini-explosões e pressão extra que “empurra” o plástico para fora do bico, tornando a retração ineficaz.
- Sintoma: Você ouve pequenos estalos durante a impressão.
- Solução: Seque seu filamento em um forno elétrico (com temperatura controlada) ou em uma Dry Box. No Brasil, com nossa alta umidade, isso é quase obrigatório para PETG e Nylon.
Temperatura do Bico (Nozzle Temperature) muito alta
Quanto mais quente o plástico, mais fluido (viscoso) ele fica. Um plástico muito “líquido” goteja com muito mais facilidade. Se você está imprimindo um PLA a 220°C quando ele poderia ser impresso a 195°C, você terá stringing excessivo.
- Solução: Faça uma “Torre de Temperatura” para cada nova marca de filamento que você comprar no Mercado Livre. Encontrar o ponto ideal onde a adesão entre camadas é forte, mas o gotejamento é mínimo, é o segredo dos profissionais.
Como imprimir uma “Torre de Stringing” para testes
Não tente ajustar a retração em peças grandes de 10 horas. Use uma Torre de Stringing (disponível no Thingiverse ou no plugin “Calibration Shapes” do próprio Cura).
- Mantenha a temperatura constante.
- Mude apenas um valor por vez (ex: aumente a Distância de Retração em 0.5mm).
- Observe o resultado:
- Se os fios são grossos, aumente a distância.
- Se os fios parecem teias de aranha finas, reduza a temperatura ou aumente a velocidade de deslocamento.
Ferramentas essenciais para limpeza de peças no pós-processamento
Se você ainda tiver alguns fios (o que é comum em materiais como PETG), não tente tirá-los com as unhas. Ter o kit certo economiza tempo.
- Soprador Térmico: Uma passada rápida (1-2 segundos) de ar quente derrete e “encolhe” os fios de cabelo, fazendo-os desaparecer instantaneamente.
- Maçarico de Culinária: Funciona como o soprador, mas exige muito mais cuidado para não queimar a peça.
- Bisturi de Precisão: Essencial para cortar “nubs” (pequenos pontos) que sobraram de retrações mal configuradas.
Dica de compra: Todos esses itens são baratos e facilmente encontrados com envio Full no Mercado Livre, sendo indispensáveis no seu setup.
Conclusão: Dominando a retração definitiva
Eliminar o stringing não é sobre encontrar um “número mágico”, mas sobre equilibrar a mecânica da sua impressora com as propriedades térmicas do filamento. Comece ajustando a Distância de Retração, garanta que seu filamento esteja seco e nunca ignore o poder de uma velocidade de deslocamento alta.
Com esses ajustes, você passará menos tempo lixando peças e mais tempo criando projetos complexos e limpos. Lembre-se: uma primeira camada perfeita é técnica, mas uma impressão sem fios é arte.